
1) вибролитые плиты менее прочные и плотные, чем вибролитые, потому что:

- Почему вибролитые плиты — лучший выбор для мощения: свидетельства из первых рук
- Сырьевая база и технология производства
- Вибролитье как способ производства тротуарной плитки
- Преимущества и недостатки виброизоляционной плитки
- Вибролитье — современный метод производства брусчатки
- Целевая установка
- Видео по теме: вибропрессование тротуарной плитки
- Применение
- Выбор пропорций компонентов
- Выбор материала
- Сушка и зачистка
- Разница между вибролитьем и вибропрессованием
- Вибропрессование
- Преимущества тротуарной плитки
- Требования к тротуарной плитке
- Технология вибропрессования
- Метод вибропрессования
Почему вибролитые плиты — лучший выбор для мощения: свидетельства из первых рук
Из всех различных материалов для мощения бетонная тротуарная плитка является наиболее популярной в частном секторе. Их используют на подъездах, дорогах, в зонах отдыха и, конечно, чаще всего на садовых дорожках. Однако плитка — не плитка, так как ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных методов два: вибролитье и вибропрессование. Поэтому и приходится выбирать между вибролитой и вибропрессованной плиткой. Разобраться в том, чем они отличаются и какой материал выбрать для разных ситуаций, нам поможет специалист компании "темсис". Он даст самые подробные ответы на вопросы участников портала.
Сырьевая база и технология производства
Между литой и вибропрессованной плиткой (толщиной 45-60 мм) — какую выбрать для задней стенки? Я понимаю, что вибропрессованная плитка несколько дороже литой. Почему так происходит? Являются ли они более долговечными, чем вибропрессованные?
Директор по развитию компании cemsis
Прежде всего, необходимо понять технологию производства тротуарной плитки. Вибропрессование — это архаичная технология производства. , это полностью ручной метод, обычно выполняемый в кустарных условиях . Песчано-цементная смесь (цемент + песок + добавка) загружается в многоразовые пластиковые формы с помощью совка и уплотняется на вибростоле. Затем формы с изделиями переносятся на стеллажи для хранения. Затвердевший камень называется "тротуарной плиткой".
— процесс вибропрессования — это полностью автоматизированный процесс производства брусчатки.
На первом этапе бетонная смесь (цемент, песок, щебень, добавки) помещается в специальную форму, смесь прессуется и уплотняется под давлением и вибрацией. Продолжительность вибрации контролируется специальными датчиками и приводит к максимальному уплотнению бетонной смеси и достижению необходимой высоты изделий на всем технологическом поддоне. Затем изделие немедленно извлекается из формы, а поддоны автоматически переносятся в камеру тепла и влажности с необходимой влажностью и температурой для достижения требуемой прочности бетона.
При методе автоматического вибролитья, в отличие от метода вибролитья, состав бетона разрабатывается для различных областей применения в соответствии с ГОСТ 17608-2017 "плиты бетонные тротуарные".
Производитель не может просто использовать песок, балласт и цемент для производства плитки. ГОСТ строго регламентирует показатели качества заполнителей и вяжущих при входном контроле и физико-механические показатели качества бетона готовой продукции при приемочном контроле:
Вибролитье как способ производства тротуарной плитки

Кратко описать весь процесс производства тротуарной плитки методом вибролитья можно следующим образом:
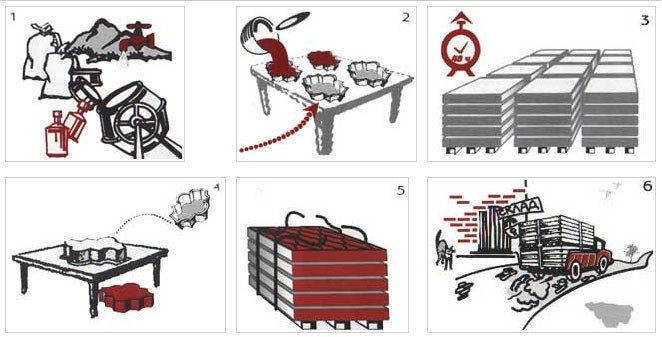
Таким несложным способом можно производить тротуарную плитку различных конфигураций, оттенков, размеров и толщины.
Преимущества и недостатки виброизоляционной плитки
Основным преимуществом данного технологического процесса является его простота и экономическая целесообразность. Виброизоляционные плитки имеют ряд преимуществ перед другими аналогичными продуктами на рынке материалов для дорожного покрытия:
Вибролитье — современный метод производства брусчатки

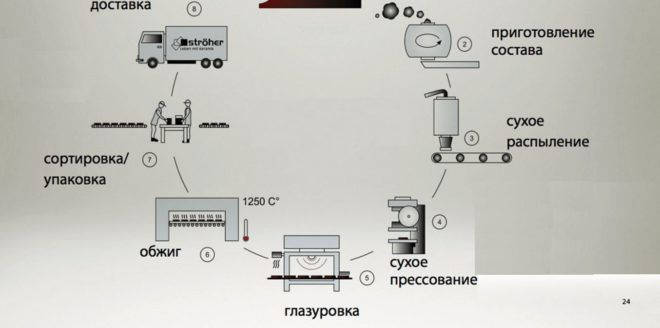
Используя то же сырье (цемент, песок, гравий, модификаторы и воду), современные заводы производят тротуарную плитку методом вибропрессования. Метод очень похож, но использование автоматизации позволяет ускорить производство:
Очевидным преимуществом является производство брусчатки методом вибропрессования.
Целевая установка
Обе технологии дают качественный результат, соответствующий утвержденным гостам. Поэтому однозначного ответа на вопрос, что лучше: сухое прессование или вибропрессование, не существует. Выбор техники во многом зависит от вкусов, потребностей и предпочтений заказчика.
Сегодня существует множество строительных компаний, специализирующихся на производстве брусчатки. Они работают по выбору заказчика, который может предпочесть технику виброформования или вибропрессования.
Если заказчик заботится о красоте и небольшом количестве материала, подойдет первый вариант. Для больших объемов можно выбрать более быстрый и автоматизированный процесс — сухое прессование.
Видео по теме: вибропрессование тротуарной плитки
Применение
Для укладки дорожек и площадок на частных участках вполне можно использовать оба варианта тротуарной плитки. Не стоит полностью отказываться от литой плитки, если упор делается на оригинальный дизайн и тротуар не будет подвергаться значительным нагрузкам. Единственное, на что следует обратить внимание, — это выбор поставщика тротуарной плитки, чтобы убедиться в надлежащем качестве продукции.
В местах, подверженных большим нагрузкам, например, на автостоянках или в общественных местах, виброуплотненная тротуарная плитка является предпочтительным выбором. Только в таких местах она может достойно выдерживать любые нагрузки в течение многих лет.

Компания "удачников" предлагает укладку дорожек и тротуарных площадок любого размера и конфигурации. Обращайтесь в компанию "удачников", и наши специалисты с удовольствием выполнят весь комплекс работ по благоустройству придомовой территории.
Выбор пропорций компонентов
При самостоятельном изготовлении тротуарной плитки не рекомендуется придерживаться классической схемы. Чтобы облегчить производство плитки своими руками, необходимо увеличить подвижность раствора. В этом случае скорость вибрации будет ниже, а значит, состав бетонной смеси несколько изменится.
Основные пропорции бетонной смеси, используемой для заливки тротуарной плитки, могут быть следующими: одна часть по весу цемента, 1,5 части по весу песка, 2,5 части по весу щебня, 0,35 части по весу воды, пластификатор и пигмент.

Если повысить марку бетона, то пропорционально увеличится расход цемента и уменьшатся пропорции заполнителей. В результате состав раствора изменится, но искусственный камень останется плотным, сохранив весь набор свойств.
Выбор материала
Для того чтобы готовая плитка была плотной, морозостойкой и водонепроницаемой, важнее всего выбрать качественные материалы.
Основным ингредиентом любого бетона является цемент. Выбирайте среднеглиноземистый цемент, содержащий не более 5% минеральных добавок и имеющий класс безопасности 42,5.
Мелким заполнителем будет промытый песок из карьера. Модуль крупности должен составлять 2-2,5. Он относится к классу строительного песка 1. Благодаря этому ингредиенту расход раствора становится меньше, а значит, и стоимость раствора значительно ниже при достаточно высоких показателях качества.
Гранитный балласт используется вместо крупного заполнителя. Размер его зерен должен составлять от 3 до 10 мм.
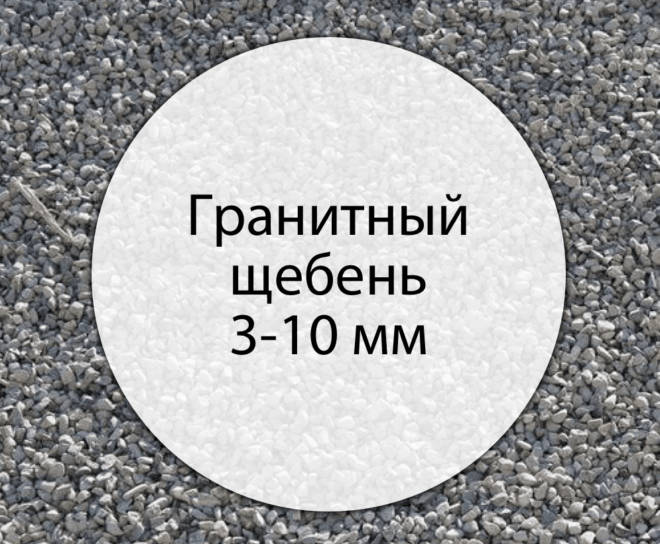
При высокой подвижности раствора этот материал становится очень прочным, надежным и долговечным. По цене он довольно дорогой, поэтому лучше покупать простую смесь с размером зерен от 5 до 20 мм. Крупный заполнитель должен быть уменьшен в размере.
При таком способе будет обеспечена большая подвижность и однородность при формировании каменного каркаса.
Сушка и зачистка
Время сушки должно составлять не менее 24 часов летом и не менее 2 дней в более холодную погоду. Чтобы облегчить извлечение плитки из форм, погрузите их в емкость с горячей водой на 15-20 секунд. Затем формы следует ополоснуть водой, и они снова готовы к использованию.
Не рекомендуется сразу укладывать свежезалитую плитку. Ее следует оставить на улице на 7 дней (70% прочности) для набора прочности. Только после этого брусчатка готова к использованию. Полная прочность бетона в 100% достигается только через 28 дней после заливки.
Если вы решили самостоятельно изготовить брусчатку, надеюсь, эта статья поможет вам в работе.
ТРОТУАРНАЯ ПЛИТКА #ИЗГОТОВЛЕНИЕ ТРОТУАРНОЙ ПЛИТКИ #ИЗГОТОВЛЕНИЕ ТРОТУАРНОЙ ПЛИТКИ СВОИМИ РУКАМИ #КАК СДЕЛАТЬ ТРОТУАРНУЮ ПЛИТКУ #ФОРМА ДЛЯ ТРОТУАРНОЙ ПЛИТКИ #ФОРМА ДЛЯ ТРОТУАРНОЙ ПЛИТКИ #ФОРМА ДЛЯ ТРОТУАРНОЙ ПЛИТКИ СВОИМИ РУКАМИ #СДЕЛАЙ САМ #СДЕЛАЙ САМ.
Разница между вибролитьем и вибропрессованием
В наши дни тротуарная плитка никого в стране не удивляет. В отличие от середины 1990-х годов, когда этот строительный материал стал для россиян настоящим открытием. В то время был ажиотаж, и покупатели не обращали особого внимания на технологию укладки, стараясь взять то, что есть. Но и сегодня спрос на тротуарную плитку очень высок. Однако покупатели стали более осведомленными, и рынок стал более зрелым. В результате, покупая плитку, люди все чаще задумываются о том, по какой технологии она была изготовлена, как долго она прослужит и так далее. И здесь они неизбежно встают перед выбором: купить тротуарную плитку вибролитую тротуарную плитку или вибролитье . . Мы расскажем о различиях между плиткой, изготовленной по этим технологиям.
При вибролитье бетонная смесь заливается в форму из пластика, а сама форма помещается на вибростол, поверхность которого постоянно вибрирует. После уплотнения смеси форму снимают со стола и хранят в теплом месте не менее 12 часов. Затем производство тротуарной плитки завершено, и их можно извлекать из формы в горячей воде.
Эта технология имеет несколько преимуществ. Во-первых, гладкая поверхность плитки. Во-вторых, этот метод позволяет производить плитку практически любой формы и различной фактуры поверхности. В-третьих, вибролитая тротуарная плитка может быть легко окрашена в различные цвета. Вибролитая плитка была хитом в 1990-х годах, в основном из-за простоты производственного процесса. Однако сегодня ее популярность снижается, и все потому, что ее преимущества часто компенсируются недостатками. Особенно это проявляется в суровом климате россии. Главный недостаток вибролитой тротуарной плитки — ее низкая долговечность. Даже при строгом соблюдении рекомендованного технологического процесса и пропорций такая плитка вряд ли сможет соответствовать требованиям действующего госта по устойчивости бетона к истиранию. Например, стойкость к истиранию литой тротуарной плитки практически никогда не опускается ниже 1,4 г/кв. См, хотя стойкость к истиранию плитки, используемой даже в местах с низкой интенсивностью движения, согласно ГОСТ 13015.0-83 должна быть не выше 0,9 г/кв. См.
Вибропрессование
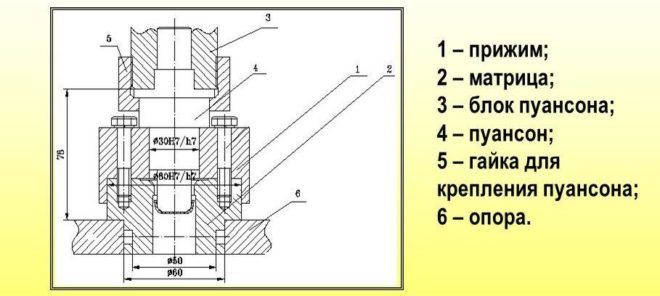
В случае производства тротуарная плитка по вибропрессования бетонная смесь помещается в форму на основании укладочной машины (она находится в непрерывной вибрации). Сверху на смесь давит пуансон (часть, которая входит точно в форму и также непрерывно вибрирует), и процесс продолжается до полного уплотнения смеси.
Давление во время этого процесса составляет 30-35 атмосфер. Пуансон и форму поднимают для получения готового продукта, а готовую плитку оставляют на поддоне. В отличие от формованных плиток, прессованные плитки не имеют такого разнообразия форм, цветов и гладких поверхностей. Однако у них есть другие преимущества, которые делают вибропрессованная тротуарная плитка прочным фаворитом.
Первое и самое главное — это долговечность. Вибропрессованная плитка, в отличие от наливной, служит десятилетиями. Такие показатели обусловлены тем, что вибропрессованная плитка отвечает всем стандартам водопоглощения и обладает высокой устойчивостью к замораживанию и оттаиванию (F-200, F-300 и более). Одним словом, они отвечают всем требованиям ГОСТ 17608-91.
Во-вторых, производительность предприятий, выпускающих такую плитку, очень высока. Так, снимать готовую продукцию с технологических поддонов можно уже через 5-8 часов после производства. Затем поддоны отправляются на станок, и производственный цикл повторяется снова.
Вибропрессование хорошо автоматизировано, а это значит, что влияние человеческого фактора на качество продукции может быть сведено к минимуму. В-четвертых, благодаря низкой доле ручного труда и короткому производственному циклу, стоимость вибропрессованная тротуарная плитка ниже, чем при вибролитье.
В-пятых, вибропрессование более экономично, чем вибролитье. Например, расход цемента, пластификатора и модифицирующих добавок при производстве прессованной тротуарной плитки значительно ниже. В сочетании с высокой производительностью и возможностью автоматизации все это снижает себестоимость продукции. В-шестых, виброукладчики betongarant многофункциональны. С их помощью можно производить не только тротуарную плитку, но и многие другие строительные материалы.
Преимущества тротуарной плитки
К положительным характеристикам тротуарной плитки относятся:

Требования к тротуарной плитке
Основными требованиями к тротуарной плитке являются

Кроме того, в составе тротуарной плитки при ее изготовлении должно быть минимальное количество влаги, так как это напрямую влияет на ее прочность.
Технология вибропрессования
Тротуарная плитка (брусчатка), бордюры и строительные блоки производятся методом вибропрессования. Они необходимы для строительства тротуаров, пешеходных дорожек и подъездов к частным домам. Технология вибропрессования использует меньше воды, чем производство готовых бетонных смесей. Вибропрессование тротуарной плитки позволяет производить надежные строительные материалы с повышенными коэффициентами прочности, морозостойкости и износостойкости. Способность выдерживать регулярные нагрузки продлевает срок службы без потери свойств и привлекательного внешнего вида изделий.
Метод вибропрессования
Вибропрессование предполагает выбор оптимального способа воздействия вибрации на подготовленное сырье. Вибролитье или вибропрессование нельзя считать лучшим решением, поскольку обе технологии предполагают разные объемы производства, разные области применения, первоначальные инвестиции, количество задействованных людей и качество конечного продукта.

Производство плитки методом вибропрессования требует значительных первоначальных инвестиций и усилий. Необходимо установить вибропрессовое оборудование (так называемые вибропрессующие машины) и наладить все технологические операции. Для высокопроизводительных автоматизированных линий вибропрессования требуется дополнительное оборудование для подачи инертных материалов.
Необходимо подготовить помещение для отверждения и сушки (камеры отверждения), способное регулировать влажность и температуру. Долговечность, устойчивость к морозам и неблагоприятным климатическим воздействиям заметно повышаются. Минимальная площадь, необходимая для работы автоматической линии на базе вибропресса STEIF VFL-0.6/2 — 500 м2.
Дополнительное оборудование на вибропрессе, такое как колормикс, мойка верхнего слоя и бучардирование, позволит расширить ассортимент цветов и добавить текстурированный слой на продукт. Существует гораздо больше вариантов, чем в случае с вибропрессованной плиткой. Этот вид обработки придает верхнему слою текстуру с подчеркнутой шероховатостью, похожую на естественный вид поверхностей из натурального камня.